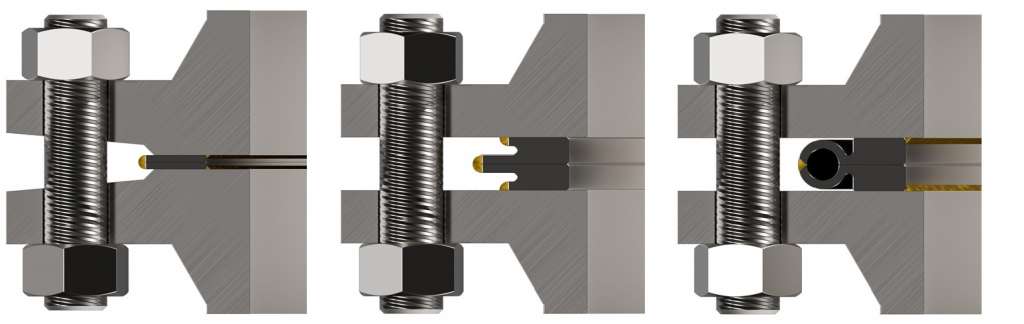
Un joint à anneau soudé, également connu sous le nom de welded lip seal, est constitué d’une paire d’anneaux métalliques. Chaque anneau est initialement soudé sur la face de sa bride respective. Lors de l’assemblage du joint, les deux anneaux sont ensuite soudés entre eux le long du bord extérieur, complétant ainsi l’étanchéité.
L’utilisation des joints à anneau soudé est recommandée lorsque les joints conventionnels ne conviennent pas et lorsque le démontage du joint est peu fréquent. Ces joints sont généralement classés comme semi-démontables, car l’ouverture du joint nécessite la découpe de la soudure d’étanchéité en plus du démontage des boulons de la bride.
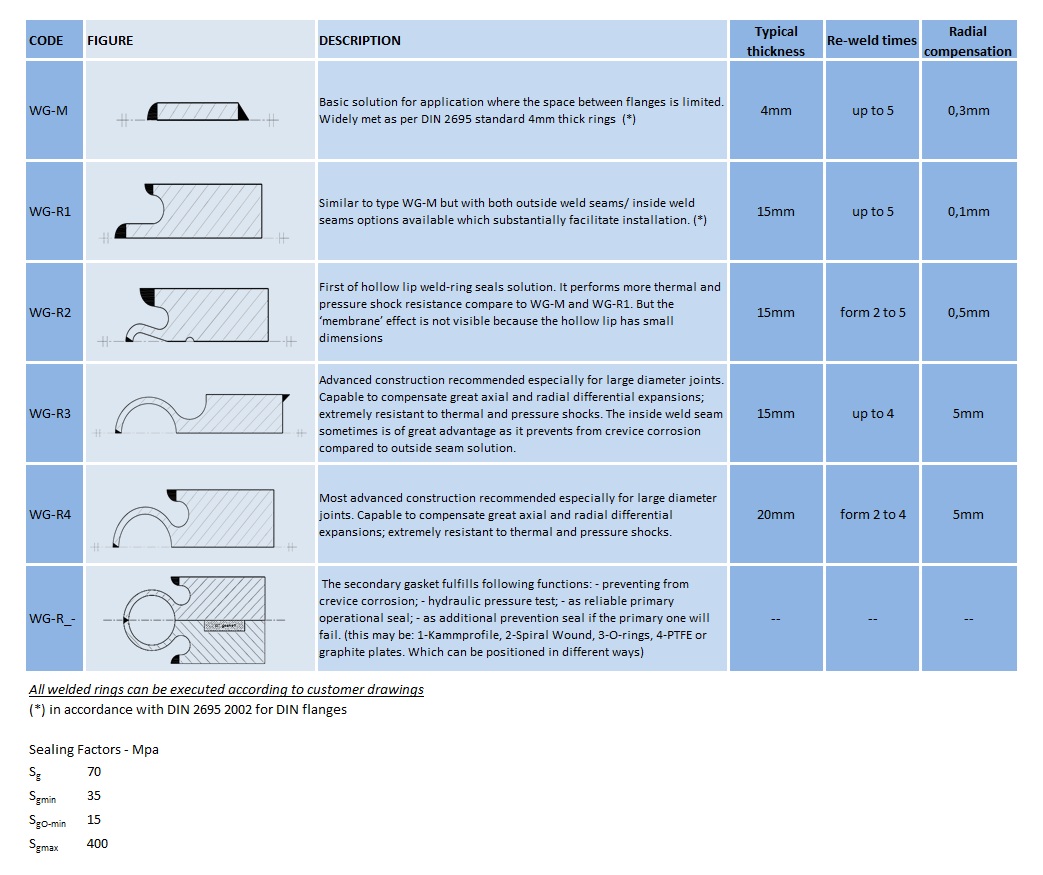
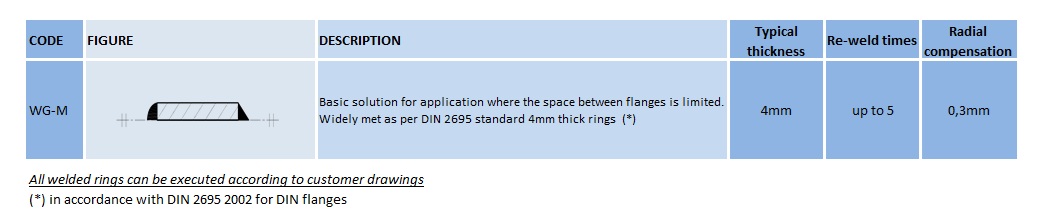
Il existe plusieurs types de joints à anneau soudé, notamment:
Les joints à anneau soudé à membrane et les joints à anneau soudé ne sont pas adaptés pour compenser d’importantes dilatations différentielles radiales entre les composants connectés. Selon la conception spécifique du joint, le déplacement radial admissible peut être aussi faible que 0,1 mm (0,004 pouces) et ne doit pas dépasser 0,5 mm (0,02 pouces).
Un joint à anneau soudé à membrane se compose généralement de deux anneaux métalliques assortis, chacun d’une épaisseur d’environ 4 mm (0,16 pouces). Ces anneaux sont fabriqués à partir de matériaux identiques ou compatibles avec ceux des brides afin de garantir :
la compatibilité chimique et de soudure,
une conductivité thermique cohérente,
et la réduction des contraintes différentielles radiales.
Chaque anneau est soudé individuellement à sa bride correspondante au moyen d’une soudure interne. Une fois les deux anneaux fixés, une seconde soudure est réalisée sur le diamètre extérieur, créant un assemblage entièrement soudé et étanche.
Les soudures utilisées dans cette configuration sont classées comme soudures d’étanchéité, c’est-à-dire destinées à assurer l’étanchéité du joint plutôt qu’à fournir une résistance structurelle.
La largeur du joint à anneau soudé doit être conçue pour résister à la pression interne, agissant notamment dans la direction circonférentielle (hoop), garantissant ainsi la stabilité mécanique et l’intégrité en conditions de service.
Les joints à anneau soudé, également appelés lip seals ou weld ring gaskets, constituent une solution d’étanchéité métallique permanente, utilisée dans les applications où la fiabilité de l’étanchéité est essentielle et où le démontage du joint est limité.
Les soudures associées à ce type de joint sont des soudures d’étanchéité et non des soudures structurelles, leur fonction étant uniquement d’assurer la continuité de la barrière d’étanchéité, sans contribuer à la résistance mécanique de l’assemblage.
La largeur de l’anneau doit être dimensionnée pour résister à la pression interne agissant dans la direction circonférentielle (hoop).
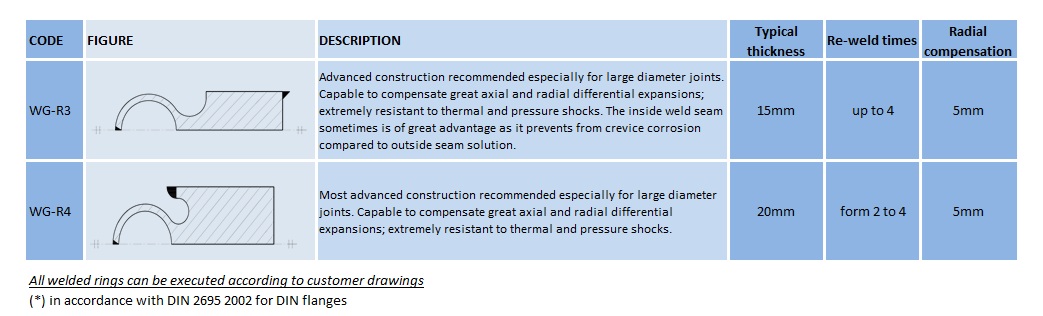
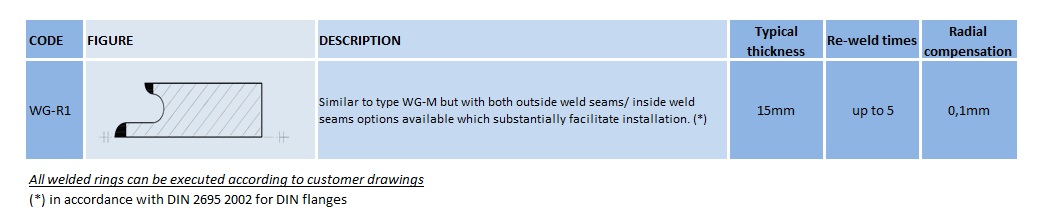
Les versions les plus courantes — à corps plein ou à lèvre creuse (hollow-lip) — présentent généralement une épaisseur du corps d’étanchéité d’environ 15 mm.
Les joints à lèvre creuse offrent des conditions de contrainte plus favorables dans la zone de la soudure d’étanchéité et une meilleure capacité à absorber les mouvements ou déformations du joint, ce qui les rend particulièrement adaptés lorsque des différences de dilatation thermique radiale existent entre les brides.
En fonction de leur géométrie, ces joints peuvent compenser des différences d’expansion radiale allant jusqu’à environ 5 mm.
Dans des conditions de service critiques, il est recommandé d’effectuer une analyse par éléments finis (FEA) ou par différences finies (FDA) sur les brides associées au joint, afin de déterminer le mouvement radial relatif et l’effet sur les contraintes de soudure dans la zone du joint.
Cette vérification est particulièrement nécessaire lorsque les matériaux des brides et du joint présentent des coefficients de dilatation sensiblement différents, lorsque les brides ont des masses thermiques non homogènes à des températures supérieures à 93 °C, ou lorsque la température de service dépasse 176 °C.
Il est également important de s’assurer qu’il existe un espace suffisant pour réaliser la soudure d’étanchéité sur le bord extérieur du joint.
Si l’espace disponible ne le permet pas, il est possible d’utiliser des brides spéciales avec un chanfrein entre les surfaces d’accouplement, afin de garantir l’accès à la zone de soudure sans compromettre la résistance de l’assemblage.
Lorsque les joints à anneau soudé sont utilisés en remplacement de joints conventionnels dans des assemblages existants, il faut tenir compte du fait qu’il s’agit de joints auto-énergisants et qu’ils ne nécessitent pas de charge de compression pour maintenir l’étanchéité.
Le serrage des boulons de bride sert uniquement à compenser la poussée hydrostatique et les charges axiales ou de flexion externes.
Il est donc nécessaire de vérifier la conformité des brides et de la boulonnerie existantes au code de conception applicable.
D’un point de vue géométrique, le corps d’étanchéité est généralement aligné ou légèrement en saillie par rapport au bord extérieur de la surface d’accouplement de la bride, tandis que les lèvres de soudure s’étendent au-delà du corps principal.
Il est donc essentiel de garantir une distance de sécurité suffisante entre le joint et les boulons de la bride ; si cela n’est pas possible, le corps du joint peut être positionné à l’intérieur du diamètre extérieur de la surface d’accouplement — solution non applicable aux versions à membrane.
Enfin, un léger chanfrein des brides peut être nécessaire afin d’obtenir l’espace